
行业内为了有效加强钎焊切割片对于更高硬度的材料进行加工,对切割片进行过各种改进。例如,为了使刀头金刚石磨料切体锋利切入,降低金属粉熔合料硬度,提高了磨料的自锐性。这样的改进措施虽然提高了切割速度,但是对于切体的磨耗增大,使钎焊切割片的使用寿命缩短,而且别切割的材料的切面精度大大降低。
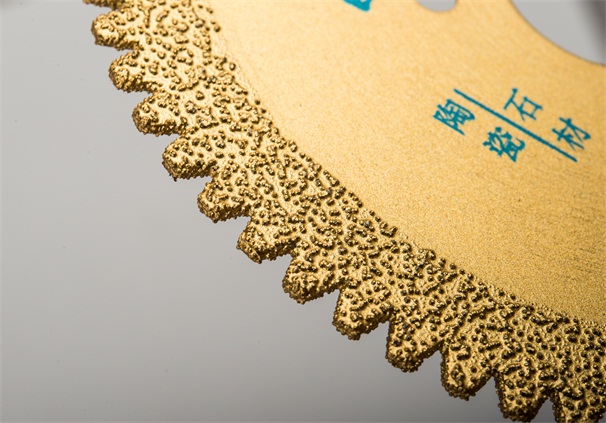
对于以上改进技术出现的问题,经过再次的改进而研制成功。第一,钎焊切割片金属基体外围形成的金刚石磨料切头厚度应该在3.0mm以上,锯处外径在200-400mm;第二,切体左右侧面交替开有切槽,切槽的宽度和深度均在切体厚度的50%以上,而切体的厚度至少大于基体。第三,切槽垂直于基体的中心位置或放射状倾斜于切割片旋转方向而制成。
通过试验证明,这种改进后的钎焊切割片在切割石材、陶瓷等硬脆材料时,切割速度快,加工的精度也较高,使用寿命增长。