
通常,为了硬脆材料在去除之后刻印获得较为光滑的加工表面,需要对金刚石切割片的进给速度、锯切深度等参数进行优化,使材料的去出形式由以脆性断裂为主逐步转变成以塑性迁移为主,同时保证露出的金刚石磨粒等高性良好。
因此,塑性迁移痕迹能够互相延展,最终就很可能形成较为理想的光滑加工表面。由于有序排列烧结金刚石切割片采用了加压烧结生产工艺和磨粒有序排列工艺,因而较易保证出露的金刚石磨粒等高性良好,因此,如果控制好进给速度、锯切深度等参数,是有序排列墙槽切割片加工硬脆材料就可以获得较为理想的光滑加工表面。
尽管硬脆材料脆性很大,但是如果控制好进给速度,锯切深度等参数,就能以塑性去除的方式加工硬脆材料。要实现以塑性去除的方式加工硬脆材料,需要满足一定的切削条件,下面以压头断裂模型来分析岩石、陶瓷和玻璃等脆性材料在压头作用下的变形机理。
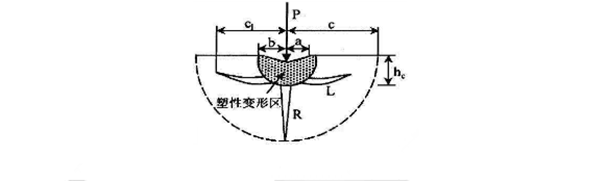
在压头断裂模型中,存在一个临界载荷Pc 时,Pc 决定某一固定脆性材料的变形方式,临界载荷Pc 对同一种材料是固定的,可以通过下式进行估算。
式中,Kc 为材料的断裂韧性,H为材料的硬度,
当外加载荷P大于临界值Pc 时,脆性材料的损伤由侧边裂纹扩展程度所控制,当外加载荷P小于Pc 时,不会产生侧边裂纹,脆性材料的损伤只由表面压痕的塑性变形程度所控制。
在金刚石切割片锯切与磨削硬脆材料过程中,单颗金刚石磨粒可以视为压头一样作用在硬脆材料表面。针对不同硬脆材料的性质与特点,如果控制好单颗金刚石磨粒的最大切削厚度不超过相应的临界最大切削厚度,使用有序排列工艺的金刚石切割片加工硬脆材料,可以获得较为理想的光滑表面。